Whidden Gunworks Frequently Asked Questions
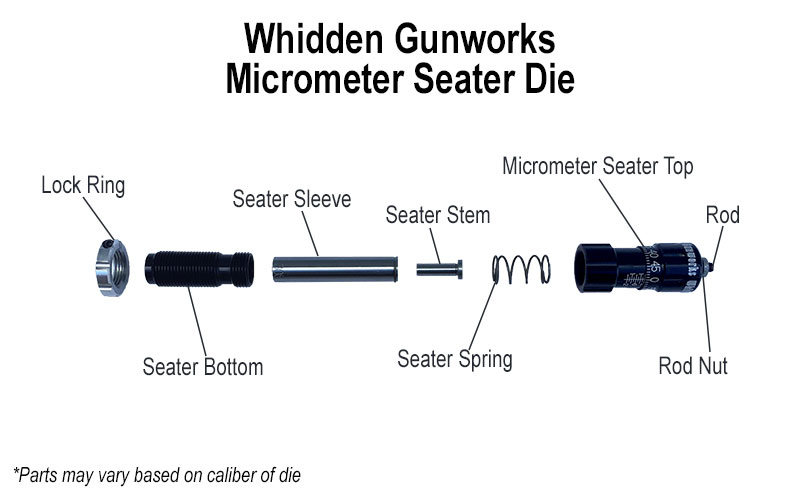
Question: What is the "Standard Seating Stem" that ships with the Micrometer Seating Die?
View Standard Seating Stem Chart here.
Question: What Bushing is correct for my Whidden Bushing Die?
Answer: Measure the neck diameter of a loaded round that you've produced with the brass & bullets you plan to use. Subtract .002 from the diameter you measure to select the correct bushing size.
NOTE: Measuring several loaded rounds and using the average is advisable.
AS AN EXAMPLE: loaded rounds measure on average .270 at the neck.
.270 - .002 = .268
In this case a .268 Bushing would be correct.
Question: How do I install a Bushing in my Bushing Sizer Die?
Remove decapping assembly by unscrewing top plug on sizer and removing the entire assembly. Drop in the bushing (ensure you’re installing per instructions on the card supplied by manufacturer). Re-install the decapping assembly. NOTE: Do not over tighten top assembly plug. Allow the bushing to float as this floating action is key to prevent runout. Check the adjustment of decapping assembly to ensure decapping pin is protruding at proper length. Whidden Gunworks bushing dies will accept Whidden Gunworks, Redding and Wilson bushings.
Question: If the neck of my rifle's chamber is .XXX, May I select the desired bushing for my Whidden Bushing Die from this measurement?
Answer: NO. It is not advised. The bushing size is dependent on case neck thickness and bullet thickness, not the chamber of the rifle.
Question: What is the neck diameter of a Whidden Gunworks Standard non-bushing die?
Answer:
Question: Should I want a standard caliber die or set of dies,what is the wait time?
Answer: Whidden Gunworks strives to keep in inventory most common standard die sizes ranging from .22 cal. to .408 cal. The usual ship time for any item in stock is 2 days.
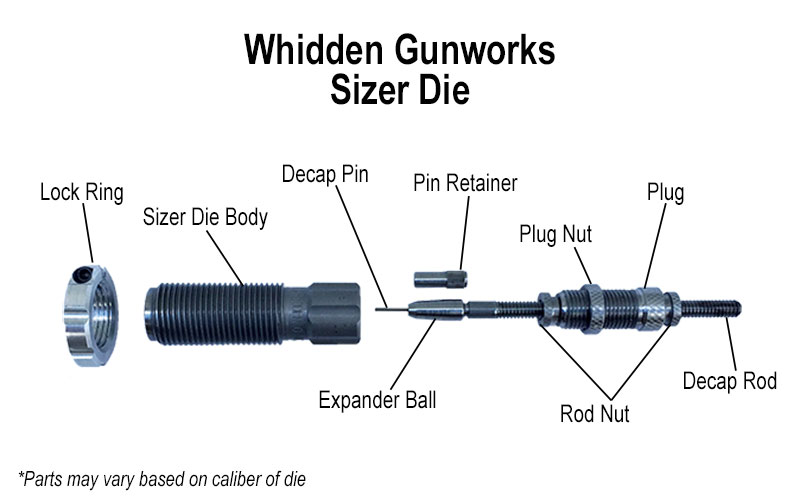
Question: The Decapping Pin keeps falling out of my Decapping Rod. Does this mean that my decapping Rod is broken?
Answer: No. To solve your problem, first remove the Expander Button and Decapping Pin from the die. Next, using pliers, slightly squeeze the "clamping jaws" that hold the pin. Lastly, install the decapping pin and the Expander Button back into the die.
Question: How do I adjust my Whidden Gunworks Full Length Resizing Die so that it is sizing my brass properly?
Answer: With the Whidden Gunworks resizing die it is not necessary for the die to touch the shell holder as in the case with most dies. Begin adjustment by placing the die in the press with the die threads setting fully extended. Next place a piece of your brass in the proper shell holder of the reloader and lower or raise the brass until the loading press is in a fully “cammed-over” position. Begin adjusting the die so that the contact surface of the die makes contact with the brass. Raise the handle of the press and adjust the die using small adjustments each time the brass is inserted into the die. Continue adjusting until the desired sizing is achieved. The die should be just above the base of the brass once the brass is sized properly.
NOTE: These directions apply only to standard Single Stage Presses. Please contact the manufacturer of your press to see if using “cammed over” is appropriate for your particular reloading press.
To ensure that proper sizing is achieved, each set of Whidden Gunworks Dies comes with our Whidden Gunworks Shoulder Bump Gauge. The Shoulder Bump Gauge works in conjunction with your calipers. The Shoulder Bump Gauge attaches to one shoulder of the calipers and allows the neck of the brass to fit internally. The calipers is then closed onto the brass with the shoulder coming to rest against the inside shoulder of the Shoulder Bump Gauge. Once the calipers stops a measurement is taken. This is the amount of shoulder setback that the sizing die is achieving. Adjust the sizing die until the desired measurement is reached. Your Whidden Gunworks Sizing Die is now set.


Question: When bumping back the shoulder of my brass, how do I determine that the shoulder is to the desired measurement to properly fit the chamber of my rifle?
Answer: Whidden Gunworks also offers caliber specific case gauges to determine if the shoulder of the brass is set to the desired measurement. These gauges are cut to exacting tolerances from reamer schematics for each standard caliber.